切削加工とは?種類・工作機械の違いと加工方法の選び方
切削加工(せっさくかこう)は、製造業において最も基本的でありながら、奥が深い加工技術です。
- うちは旋盤メインだけど、この形状なら本当はマシニングセンタに回した方が早いんじゃないか?
- いつも言われた通りに加工しているけど、他のやり方とのコストや精度の違いを聞かれると答えに詰まる
- 図面を見て、どの機械でどの順番に加工するのが正解なのか自信が持てない
切削加工に携わる現場では、このようなお悩みを耳にします。
本記事では、切削加工の定義から、主要な種類、使用される工作機械、さらには現場で直面しやすい注意点までを網羅的に解説しています。
この記事の目次[非表示]
切削加工とは?
切削加工の基本的な考え方
切削加工とは、金属などの材料(ワーク)を、工具を用いて削り取ることで、目的の形状や寸法に仕上げる加工方法のことを指します。
切削加工の原理は非常にシンプルです。
材料よりも硬い「工具」を押し当て、不要な部分を「切りくず」として除去していく除去加工の一種です。
この工程により、複雑な形状や非常に高い寸法精度を実現することが可能になります。
豆知識:間違いやすい「切削」と「研削」と「旋削」
新人のときや電話、また騒音が激しい加工現場では、「切削(せっさく)」と混同されたり聞き間違えたりしやすい言葉があります。
研削(けんさく)
現場でよく似た言葉に「研削(けんさく)」があります。
発音は似ていますが、「切削」は刃物(バイトやエンドミル)で削るのに対し、「研削」は高速回転する「砥石(といし)」で表面を微細に削り、高い精度や表面粗さを出す仕上げ工程を指し、役割がまったく異なります。
この違いを混同すると工程指示のミスに繋がるため、しっかり区別しておきましょう。
旋削(せんさく)
旋削(せんさく)も切削(せっさく)ととても発音が似ていますが、旋削は切削加工における加工方法のひとつです。
詳しくは次の章で説明します。
切削加工の主な種類
切削加工は、大きく分けて「ワークを回転させるか」「工具を回転させるか」によっていくつかの種類に分類されます。
ここでは代表的な3つの加工方法を整理します。
加工方法 | 原理(回転するのは?) | 特徴 | 得意な形状・代表例 |
|---|---|---|---|
旋削加工 | 材料(ワーク) | 静止したバイトで外周や内径を削る | 円筒、円錐、ネジ切り(シャフト、ボルト)など |
フライス加工 | 工具(フライス) | 回転する刃物を移動させ、面を削り取る | 平面、段差、溝、ポケット加工(金型、箱物部品)など |
穴あけ加工 | 工具(ドリル) | 垂直に刃物を押し当て、円筒状の穴を作る | 貫通穴、座ぐり、ネジの下穴(連結部、取付穴)など |
3つの加工法で「現場で差がつく」ポイント
それぞれの加工には、図面上の数値だけでは見えない「現場ならではの難しさ」があります。
旋削加工
単に丸く削るだけでなく、長尺物の「たわみ」や「振動(ビビリ)」をどう抑えるかが腕の見せどころです。
中心軸のズレがダイレクトに製品の振れ精度に直結するため、ワークの保持方法や刃物の出しろ管理が重要になります。
▼【もっと詳しく知りたい方へ】旋削加工の「自動化・省人化」を学ぶ無料動画
フライス加工
平面度や直角度を出すためには、ワークの「締め方(クランプ)」一つで結果が変わります。
強く締めすぎれば歪み、弱いとビビるという繊細な調整が求められるほか、マシニングセンタでは効率的な「削り順(パス)」の組み方が加工時間の短縮に大きく影響します。
▼【技術の最前線を知る】フライス盤の「新領域」活用ウェビナー(無料)
穴あけ加工
「ただ穴を開けるだけ」と思われがちですが、実はその後の組立精度を左右する重要な工程です。
特にタップ(ネジ切り)の下穴では、わずかな径の誤差がタップの破損やネジの強度不足に直結するため、非常に繊細な管理が求められます。
▼【半導体業界】脆性材加工における微細・小径穴あけ最新動向を知る
加工時に使われる代表的な工作機械
切削加工を行うためには、高精度な制御が可能な「工作機械」が不可欠です。
それぞれの加工方法に対応する工作機械を整理します。
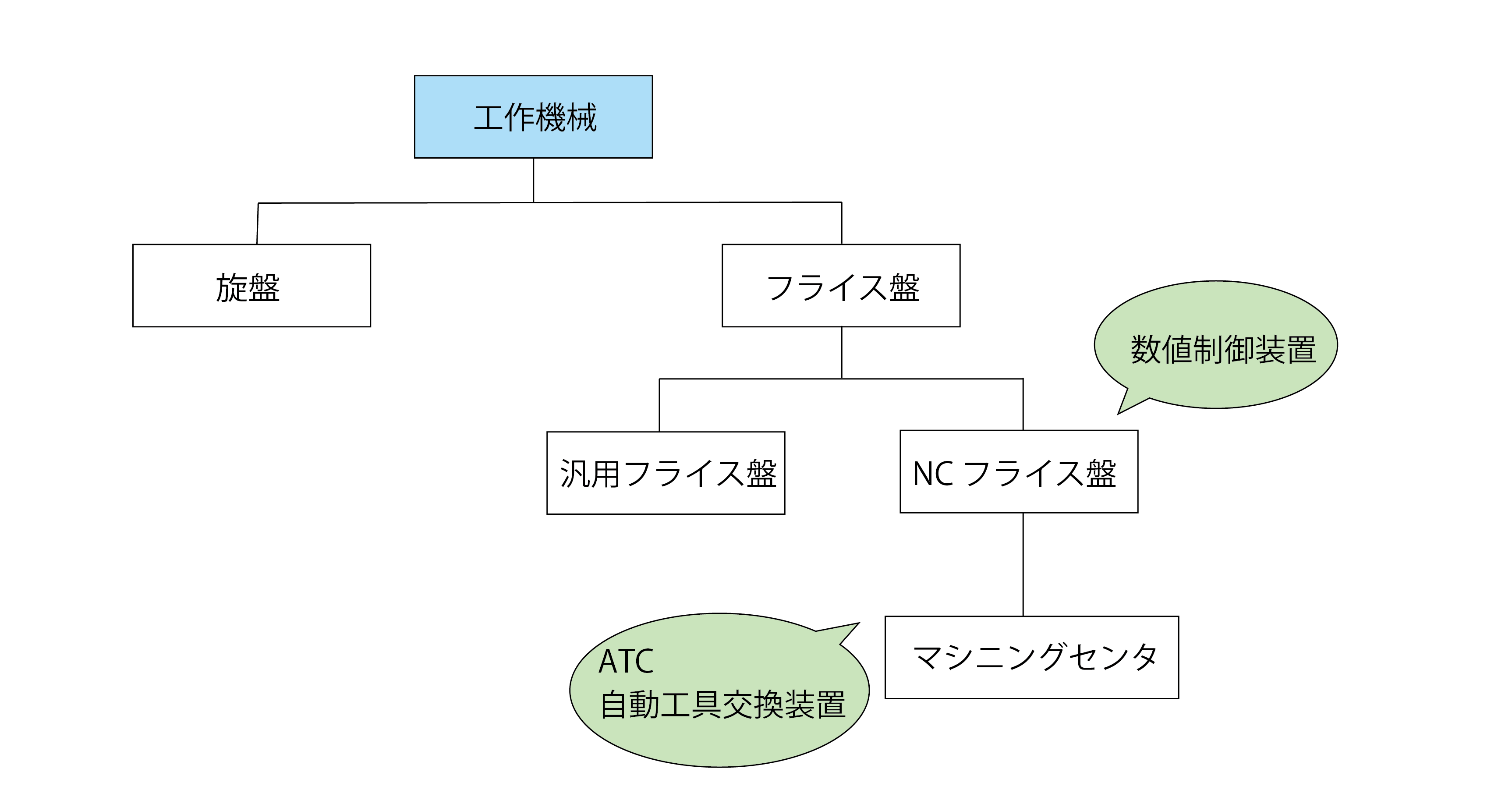
旋盤(せんばん)
旋削加工を行うための機械です。
手動で操作する「汎用旋盤」に加え、現在はコンピュータでプログラム制御する「NC旋盤」が主流となっています。
→旋盤とは?NC旋盤との違い・基本的な種類・できることを簡単に解説!
フライス盤
フライス加工を行う工作機械です。
回転する主軸にエンドミルや正面フライスを取り付け、テーブルに固定したワークを移動させて削ります。
→フライス盤とは?旋盤との違いや種類を初心者向けにわかりやすく解説
マシニングセンタ(MC)
フライス加工や穴あけ加工などを1台で連続して行える、自動工具交換機能(ATC)を備えたNC工作機械です。
→マシニングセンタとは?簡単に解説|基礎知識とできること・できないこと
旋盤とマシニングセンタの使い分け
現場での設備選定において、どちらの工作機械が適しているかは以下の基準で判断されます。
特徴 | 旋盤(旋削) | マシニングセンタ(フライス) |
|---|---|---|
得意な形状 | 円筒・円錐(丸いもの) | 立方体・複雑形状(角ばったもの) |
精度(真円度) | 非常に高い(ワークが回るため) | 旋盤に比べると一歩譲る |
加工の仕組み | ワークを回転させる | 工具を回転させる |
切削加工のメリットと注意点
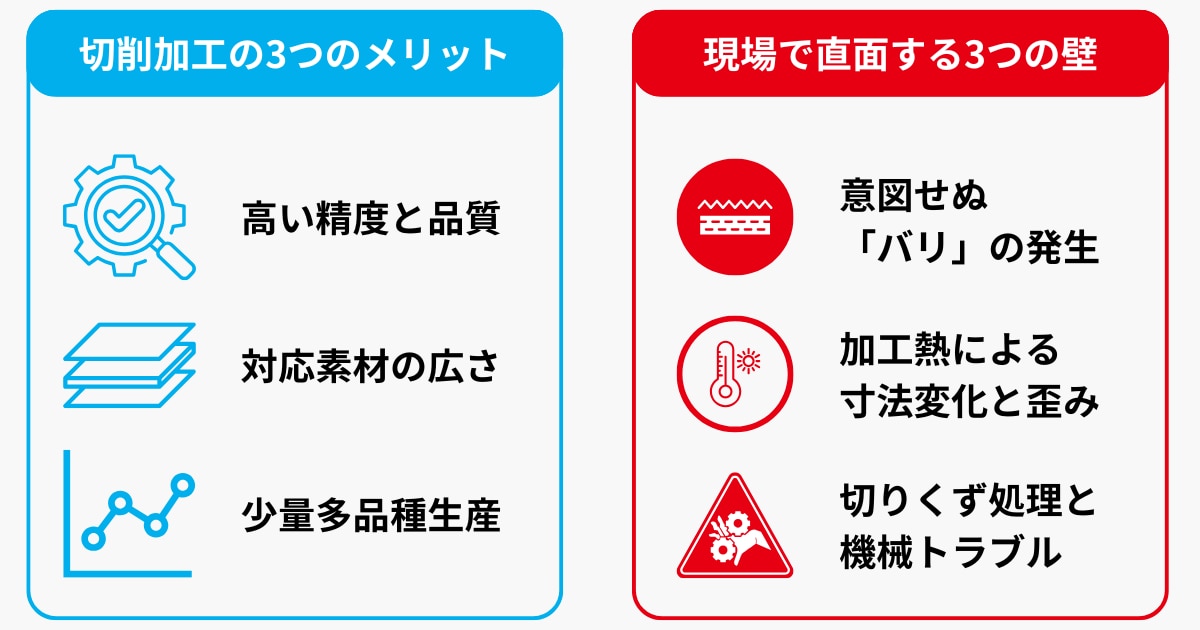
切削加工のメリット
高い精度と品質
切削加工の最大の強みは、圧倒的な寸法精度です。
0.01mmから0.001mm単位の精密な仕上げが可能であり、表面粗さのコントロールがしやすく、気密性や摺動性が求められる高度な精密部品に対応できます。
対応素材の広さ
刃物の選定や加工条件の調整により、多種多様な材料を削り出すことができます。
一般的な鉄やアルミから、ステンレス、さらには加工が難しいチタン(難削材)まで対応でき、さらに樹脂(プラスチック)などの加工も可能であり、材料を選ばない汎用性があります。
少量生産・多品種生産において圧倒的に有利
金型製作が不要なため、設計変更にも柔軟に対応でき、試作から中規模ロットの生産までを低コストかつ短納期で開始できます。
切削加工において現場で直面する3つの壁
切削加工は自由度が高い反面、図面通りの精度を出すためには現場特有のトラブルを未然に防ぐ必要があります。
特に以下の3点は、加工時間やコスト(歩留まり)に直結する重要なポイントです。
1.意図せぬ「バリ」の発生と品質への影響
切削加工において、材料の切れ端が残ってしまう「バリ」の発生は避けては通れない課題です。
バリは切削の終点付近で発生しやすく、これが残ったままだと製品の品質低下を招くだけでなく、組み立て時の不具合や作業者の怪我の原因にもなりかねません。
現場ではバリ取りという追加工程が発生することで加工時間の増大を招いてしまいます。そのため、刃具の寿命管理や送り速度の調整といった、バリを最小限に抑えるための繊細なコントロールが求められます。
2.加工熱が引き起こす「寸法変化と歪み」
切削加工のプロセスでは、工具と材料の摩擦によって避けられない「加工熱」が発生します。
加工熱はワークに熱膨張を引き起こし、加工中には正確な寸法に見えても、冷却されて収縮した後に想定外の寸法誤差が生じるというトラブルを招くことがあります。
これを防ぐためには、クーラント(切削油剤)による効率的な冷却や、荒加工の後に熱を逃がす時間を設けるといった、材料の特性と熱の影響を計算に入れた工程設計が不可欠です。
3.切りくずの処理と機械トラブルの防止
切削加工では削り出された「切りくず」の処理がトラブルにつながることがあります。
切りくずをいかにスムーズに排出するかは、加工の安定性を左右する重要な要素です。
切りくずが排出されずに工具へ巻き付いたり噛み込んだりすると、ワークの表面粗さが悪化して品質を損なうだけでなく、最悪の場合は工具の破損や機械の緊急停止の原因になることも。
特に自動化が進む現場においては、切りくずを細かく分断するチップブレーカーの選定や油圧の調整を行い、切りくずによるトラブルを未然に防ぐことが生産性を維持する鍵となります。
どんな分野で切削加工は使われているか
切削加工はその汎用性の高さから、現代社会のあらゆる産業の根幹を支えています。
非常に高い安全性と信頼性が求められる自動車産業において、エンジン部品やトランスミッション部品といった精密な動力伝達部品の製造に欠かせない技術となっています。
また、軽量化と高強度の両立が求められる航空機産業では、機体構造部品や複雑な形状のエンジン部品の加工に切削技術が活用されています。
医療機器分野においても、近年の精密加工技術の向上により、体内に埋め込むインプラントや繊細な手術器具などの微細な部品製造を支えています。
現代のデジタル社会に不可欠な半導体産業でも、切削加工は重要な役割を担っています。
半導体製造装置には、真空環境への対応やナノレベルの極めて高い精度が求められる部品が多く、それらを形にするためには高度な切削技術が欠かせません。
量産品だけでなく、新製品の試作・開発フェーズにおいても切削加工は威力を発揮します。
金型を作らずに一つから形状を確認できるため、少量生産や迅速な機能検証が求められる現場において、最も柔軟かつ確実な加工手段として重宝されています。
切削加工に関するよくある質問(FAQ)
Q. マシニングセンタやフライス盤で旋削加工(丸いものの加工)はできますか?
A.
厳密な意味での旋削(ワークを回す)はできませんが、工具を円状に動かす「ヘリカル加工」で円筒形状を作ることは可能です。
ただし、真円度や表面粗さは旋盤に劣るため、高い精度が必要な丸物部品は旋盤で行うのが一般的です。
Q. 切削加工と研削加工の違いは何ですか?
A.
切削加工は「刃物」で材料を大きく削り取る加工で、形状を作るのが得意です。
一方、研削加工は「砥石」で表面を微細に削る加工で、切削加工よりもさらに高い精度や鏡面のような表面粗さを求める仕上げ工程で使われます。
Q. 切削加工でコストを抑えるポイントはありますか?
A.
主に「加工時間の短縮」と「段取りの効率化」が挙げられます。
例えば、マシニングセンタを活用して工程を集約したり、加工トラブルを未然に防いで歩留まりを向上させることが、結果的にコスト削減につながります。
Q. 「難削材」とはどのような材料を指しますか?
A.
難削材とは、ステンレス・チタン・インコネルなど硬度が高い、もしくは、粘り気が強いために切削工具の摩耗が激しく、加工が困難な材料を指します。
難削材は航空機部品や医療機器部品などの分野で多く使われる材料です。
Q. 現場で「バリ」が発生した際の対処法は?
A.
バリは切削加工の現場で非常によくある課題です。
刃物の寿命管理を徹底する、切削条件(回転数や送り速度)を見直す、あるいは最初からバリ取り工程をプログラムに組み込むといった対策が有効です。
まとめ:自社の図面や生産条件に対して最適な切削加工は?
切削加工にはさまざまな方法がありますが、最終的に問われるのは「どの加工方法を選ぶか」という判断です。
旋削、フライス、穴あけなどの違いを理解することは重要ですが、現場で本当に求められるのは、自社の図面や生産条件に対してどの方法が最適解か、を見極めることです。
実際の加工現場では、経験や勘だけで決めているわけではなく、次のような複数の視点を同時に見ながら判断が行われます。
- 形状は丸物か、角物か
- 求められる精度はどこか(真円度・位置精度・表面粗さ)
- 工程をまとめるべきか、分けるべきか
- 試作か、量産か
- 保有設備・外注先の得意分野は何か
図面だけを見て「この加工が正解」と即断できるケースは実際には多くありません。
加工方法の選定は、設計・品質・コスト・納期を同時に考える工程設計の一部だからです。
同じ図面でも、設備環境や数量条件が違えば最適解は変わります。
私たち山善では、切削加工における工作機械の提案だけではなく、
- どの加工方法が適しているか
- 工程をどう組むと無理がないか
- 設備導入・外注・自動化をどう考えるべきか
といった工程設計の視点からのご相談も承っています。
「この図面、旋盤とマシニングセンタどちらがいいのか分からない」といった段階からでも、お気軽にご相談ください。