DfAMとは?金属3Dプリンタの性能を引き出す設計と3DCAMの基礎
金属3Dプリンタを導入したものの、「思ったような成果が出ない」という声は少なくありません。その原因の多くは、装置の性能ではなく、設計のアプローチにあります。
従来の切削加工や鍛造を前提とした設計思想のまま金属3Dプリンタを使っても、AMが持つ本来のポテンシャルは引き出せません。必要なのは、「どう加工するか」ではなく「どんな機能を実現するか」を起点にした設計への転換です。この考え方を体系化したものが、DfAM(Design for Additive Manufacturing)です。
この記事では、DfAMの基本概念と実践手法に加えて、AM設計の土台となる3DCAD/CAMの役割や、よく発生するデータトラブルについても整理します。金属3Dプリンタの技術進化や製造業全体への影響については、「金属3Dプリンタが製造業にもたらす6つの変化と今後の展望」で詳しく解説していますので、あわせてご覧ください。
また、金属3Dプリンタそのものの基礎知識を確認したい方は、「金属3Dプリンタとは?基礎知識」を参考にしてください。
この記事の目次[非表示]
金属3Dプリンタの設計に必要な考え方の転換
金属3Dプリンタの活用を考えるとき、最初に理解しておくべきことがあります。それは、従来の製造方法とAMでは、設計の出発点がまったく異なるということです。
これまでの製造業における設計は、加工方法の制約を前提として組み立てられてきました。切削なら工具がアクセスできる形状に、鋳造なら抜き勾配を考慮した形状に。つまり「加工優先設計」です。設計者は、頭の中で常に加工工程を意識しながら図面を引いてきたはずです。
一方、AMでは層ごとに材料を積み上げるため、従来工法の形状制約から大幅に解放されます。内部に中空構造を設けたり、複雑な曲面を持つ一体部品を造形したりと、「機能として何が必要か」を起点に設計を進めることが可能になります。
ここが重要なのですが、AMの導入において最もよくある失敗パターンは、従来の図面をそのまま3Dデータに変換して造形しようとすることです。それでは、金型や治具が不要になるという工程上のメリットは得られても、AMならではの設計自由度はまったく活かされません。結果として「高い装置を使ったのにコストが合わない」という評価になりがちです。
設計思想そのものを「加工優先」から「機能優先」に切り替える。この発想転換が、DfAMの出発点です。
3DCADとは | AM設計の出発点となるデジタルツール
DfAMの話に入る前に、AM設計を支える基盤ツールである3DCADについて整理しておきます。3DCADは金属3Dプリンタに限らず製造業全般で使われるツールですが、AMにおいてはとりわけ重要な役割を担います。
3DCADの役割と製造工程との関連性
3DCADは、設計をコンピュータ上で立体的に表現するソフトウェアです。製品や部品をデジタル空間で立体的に設計し、形状・寸法の確認や組み立て干渉のチェック、さらにはシミュレーションによる動作検証や強度検証まで行えます。
AMの文脈で特に押さえておきたいのは、3DCADが後工程と直結しているという点です。3DCADで作成したモデルは、CAMに渡されて造形指示の生成に使われ、測定工程ではモデル比較やプログラム作成にも活用されます。設計から製造、検査まで、デジタルデータを軸にした一気通貫のプロセスが成り立つのは、3DCADが起点にあるからにほかなりません。
従来の2D設計に比べて、設計変更が容易で設計ミスを事前に発見しやすいことも大きなメリットです。CAD上でシミュレーションを回せば、試作を減らしてコストと時間を節約できます。過去の設計データや部品ライブラリを再利用することで、設計効率をさらに高めることも可能です。
AMで押さえておきたいデータ形式の違い
3DCADのデータ形式は複数あり、用途によって適したものが異なります。AMに関わる場面では、以下の形式をよく目にするでしょう。
データ形式 | 特徴 | AMでの用途 |
STL | 3Dプリントの標準形式。三角形メッシュで構成される。寸法精度や属性情報は保持できない | 造形データの受け渡しに広く使用 |
STEP | 形状・寸法・属性情報を含む標準交換形式。3DCADソフトで編集可能 | 設計提案を含む場合に最適。図面化にもそのまま使用可能 |
XT(Parasolid) | 高精度なジオメトリ情報を保持。3DCADソフトで編集可能 | STEPと同様、設計提案にも対応 |
3MF | STLの後継として注目される形式。色・素材・プリント設定も格納可能 | 将来的な普及が期待される |
IGES | 古い形式だが曲面データの交換に使われることがある | 図面へそのまま使えないケースが多い |
STL | 3Dプリントの標準形式。三角形メッシュで構成される。寸法精度や属性情報は保持できない | 造形データの受け渡しに広く使用 |
実務上、よく見落とされるのがデータ形式の選び方です。受託造形を依頼する場合であればSTL・STEP・XTのいずれでも対応できますが、設計の変更や最適化提案まで踏み込む場合はSTEPまたはXTが適しています。STLは形状データのみの格納で、従来の3DCADソフトでは編集が難しいためです。
とはいえ、「STEPで渡しておけば安心」と考えるのも早計です。同じファイル形式であっても、CADソフト間でデータの解釈に差異が生じることがあります。データを受け取った側でインポートしてみると、送った側では見えなかったエラーが大量に検出されるというケースは珍しくありません。
3Dモデルのエラーと対処の基本
3DプリントやCAM処理に進む前に必ず確認すべきなのが、3Dモデルのエラーです。モデル設計時やデータ変換時にエラーが混入すると、造形品質に直接影響します。
代表的なエラーとしては、穴あきポリゴン(面が閉じていない)、反転ポリゴン(法線方向が逆)、非マニフォールド面(面の接続が不完全)、サイズの不一致(単位設定ミス)、壁の薄さ(最小肉厚以下の設計)などが挙げられます。
実は多くの企業がここで躓きます。設計者が自分のCADソフト上では問題なく表示されている3Dモデルを、異なるCADソフトにインポートすると全く違うエラー数が報告される、ということが日常的に起こります。特にSTL形式のデータは従来の3DCADソフトでの編集・修正に対応していないケースがほとんどで、AM用CAMソフトでの修正が前提となります。
このため、AM導入を見据えるのであれば、3DCADの操作スキルだけでなく、データ形式ごとの特性やエラーの発生パターンについても早い段階で知識を持っておくことが、後工程でのトラブルを大幅に減らすことにつながります。
3DCAM(AM用)とは | 造形を支える4つの工程
モデル修正からレーザーハッチングまでの流れ
3DCAMは、3DCADで設計されたモデルをもとに、製造に必要な指示を生成するソフトウェアです。旋盤やマシニングセンタなどの従来加工機でもCAMは使われていますが、AMにおけるCAMの位置づけはやや異なります。
AM用の3DCAMが担う工程は、大きく4つに分かれます。
モデル修正
受け取った3Dデータのエラーを修正し、造形に適した状態に整えます。先ほど触れた穴あきポリゴンや非マニフォールド面などの問題は、この段階で解消する必要があります。
サポート設計
造形中に部品を支えるサポート構造を設計します。オーバーハング部分や中空構造のある箇所に、造形品の変形や脱落を防ぐためのサポートを配置します。サポートは造形後に除去する必要があるため、除去のしやすさも考慮した設計が求められます。
スライス処理
3Dモデルを水平方向に薄くスライスし、層ごとの断面データを生成します。各層の厚さ(積層ピッチ)は造形品質と造形時間のトレードオフに直結するため、用途に応じた設定が重要です。
レーザーハッチング処理
スライスされた各層に対して、レーザーの走査パターン(ハッチング)を設定します。レーザーの出力、走査速度、走査間隔などのパラメータがこの工程で決まり、造形品の密度や機械的特性に大きく影響します。
AMではCAMが「必須」となる理由
従来の加工機においても、複雑な加工を行う場合にはCAMが使われます。しかし単純な旋盤加工などでは、手動プログラミングで対応できるケースもあります。
AMではそうはいきません。サポート設計やスライス処理、ハッチングパラメータの設定など、人間が手作業で行うには非現実的な工程が含まれるため、CAMは事実上の必須ツールとなります。言い換えれば、CAMの機能と使いこなしが造形品質に直結するということです。
DfAMとは | AMの性能を最大限に引き出す設計手法
「加工優先設計」から「機能優先設計」へ
DfAM(Design for Additive Manufacturing)は、3Dプリンティングのメリットを最大限に活かすための設計手法です。日本語では「付加製造のための設計」と訳されますが、実態としては「AMを使うために図面を書き直す」という受動的なものではありません。
本質的には、DfAMとは「部品に求められる機能を起点として、性能を追求する設計」のことです。従来の加工優先設計では、加工方法の制約の中で最善の形状を模索していました。DfAMでは、まず「この部品はどんな機能を果たすべきか」「どんな力学的条件に耐える必要があるか」を定義し、そこからAMの特性を活かした最適な形状を導き出します。
デザインが複雑化するのは、制約を外した結果です。AMでは複雑な形状であっても追加コストがほとんどかからないため、機能を最優先にした設計が成立します。この自由度の高さこそが、AM特有の大きなアドバンテージといえるでしょう。
DfAMで考慮すべき3つの観点
とはいえ、DfAMは「何でも自由に造形できる」という意味ではありません。造形した際にトラブルが最も少ない形状にリデザインしながら、性能を維持していく。この両立が求められます。
具体的には、次の3つの観点からバランスを取る必要があります。
造形性能
最小肉厚、オーバーハング角度、水平方向の穴など、造形方式ごとの物理的な制約を理解しておく必要があります。たとえば、サポートなしで造形できるオーバーハング角度には限界があり、それを超える設計はサポート量の増加や造形不良のリスクを高めます。
コスト
造形体積が大きいほど材料費と造形時間が増えます。多数個の同時造形(多数個造形適正)を考慮した配置設計や、造形時間を意識したデザインの工夫も、実務上は欠かせない視点です。
品質
サポートの除去性、造形面質、寸法精度、内部欠陥の有無など、完成品の品質に直結する要素です。造形面質が重要な箇所にサポートが付く設計にしてしまうと、後処理で余計な工数がかかったり、求められる表面品質を達成できなくなったりします。
この3つの観点を同時に満たすのは簡単ではありませんが、ここを理解しないまま造形に進むと、想定外のコスト増や品質トラブルにつながります。DfAMを進めていくうえでは、金属造形のメカニズム、材料特性、使用する造形機の能力、造形品質、熱処理、2次加工と、幅広い知識が必要になるのです。
パーツスクリーニング:AMに適した部品を見極める
DfAMを学ぶと、すべての部品に適用したくなるかもしれません。しかし実際には、すべての製品に対してDfAMを実施したとしても、AMで製造するメリットが生まれるとは限りません。ここを見誤ると、時間とコストをかけた割にROIが合わないという結果に陥ります。
パーツスクリーニングとは、AMを使用してメリットを生み出せる最適な部品を選定するプロセスです。選定にあたっては、顧客の課題や要望、部品のサイズ、材質、必要強度、生産数量など、多角的な観点から検討を行います。
一つの有力な判断軸は、「製品の複雑性」と「生産量」のマトリクスです。AMが最も威力を発揮するのは、複雑で生産量が少ない製品です。形状が単純で大量に生産する部品であれば、従来の鋳造や切削加工のほうが圧倒的にコスト効率が良いのが現実です。
Point!--------------------------------------------------------------------------------------------------------
パーツスクリーニングの判断軸は「複雑性×生産量」だけではありません。たとえば、リードタイム短縮による市場投入の早期化、在庫レスによるキャッシュフロー改善、部品統合によるサプライチェーンの簡素化など、コスト以外のメリットも含めて総合的に評価することが重要です。
-----------------------------------------------------------------------------------------------------------------
実務的な視点を加えると、どんなパーツがAMに最適か、明確な答えを最初から持っている企業はほとんどありません。検討とトライを繰り返す中で、自社にとっての最適領域が見えてくるのが実情です。だからこそ、最初の一歩としてはリスクの小さい部品からテスト造形を始め、知見を蓄積していくアプローチが有効です。
素材の特性が部品選定に与える影響については、第3回記事「金属3Dプリンタの素材(粉末材料)徹底解説」で詳しく取り上げていますので、あわせて確認してみてください。
機能最適化設計 | DfAMの代表的な手法
DfAMの考え方を理解したうえで、具体的にどのような設計手法が使えるのかを見ていきます。ここでは代表的な4つの手法を取り上げます。
パーツの結合(パーツコンソリデーション)
複数の部品を1つの部品に統合する手法です。従来は組み立てが前提だったため、部品を分割して設計するのが当然でした。AMでは、それらを一体で造形することが可能になります。
パーツ統合のメリットは、組立工程の削減だけではありません。接合部がなくなることで強度が向上し、部品間の公差管理も不要になります。部品点数が減れば在庫管理も簡素化されます。
ただし、統合後の一体部品が大型化する場合は、造形エリアに収まるかどうか、造形時間が許容範囲かどうかも事前に確認が必要です。また、一部が破損した際に全体を再造形しなければならないというリスクも考慮する必要があります。
ラティス構造化と軽量化
ラティス構造とは、格子状の微細な内部構造を持たせることで、部品の強度を維持しながら重量を大幅に削減する手法です。中実(ソリッド)では過剰になる強度を、必要な部分にだけ効率よく配分するという考え方に基づいています。

航空宇宙分野のブラケットや医療用インプラントなど、軽量性と強度の両立が求められる用途で特に効果を発揮します。ただし、ラティス構造はSTL形式で表現するとデータ容量が増大するケースがあり、CAMでの処理にも相応の計算リソースが必要になる点には注意が必要です。
トポロジー最適化とジェネレーティブデザイン
機能を最適化していくためには、トポロジー最適化やジェネレーティブデザイン、CAEを活用して、できる限り軽く、複雑で、複合的な機能を持たせることが求められます。
トポロジー最適化は、荷重条件や拘束条件といった工学的な制約に基づいて、材料配置の最適解を求める手法です。設計者が定義した境界条件のもとで、数学的に導き出された単一の最適形状が得られます。
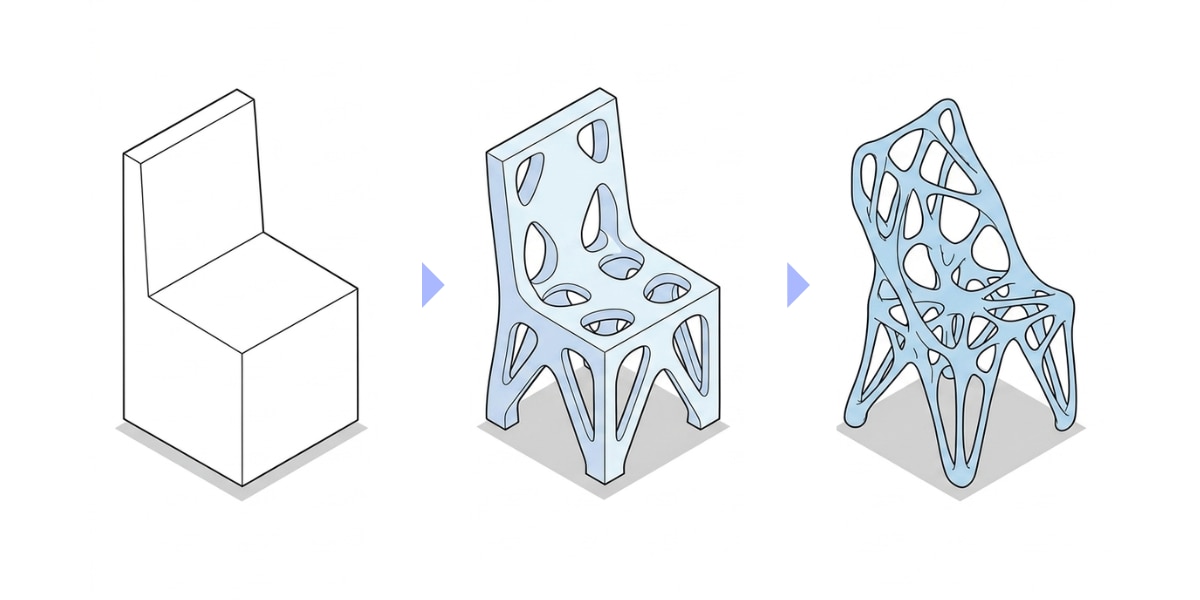
一方、ジェネレーティブデザインは、AIを活用してデザイン空間をより広く探索する手法です。
材料、製造法、コスト制約などの条件を入力すると、複数の設計案が自動的に生成されます。設計者はその中から最適なものを選択・調整するというワークフローになります。
見落とされがちですが、トポロジー最適化やジェネレーティブデザインは、あくまでも「ツール」です。ツールが出力した形状をそのまま採用するのではなく、造形性能やコスト、後加工の実現性を含めた総合的な判断のもとで最適解を求めることが、実務上は最も重要になります。
ネスティング
ネスティングとは、造形エリア内に複数のパーツを効率的に配置する手法です。1回の造形で多数の部品を同時に造形することで、装置の稼働効率を高め、1個あたりの造形コストを低減できます。
効率の良いネスティングを行うには、パーツの形状やサイズだけでなく、サポート構造の干渉や熱分布の偏りなども考慮する必要があります。造形エリアを「埋める」だけではなく、造形品質を維持しながら最大効率を引き出すバランス感覚が問われます。
まとめ : DfAMは「導入前」から始まっている
DfAMは金属3Dプリンタを導入した後に学べばよいものではなく、導入を検討する段階から意識しておくべき設計思想です。「機能優先設計」への転換、パーツスクリーニングによる適用部品の見極め、そして造形性能・コスト・品質のバランスを取る実務的な判断力。これらは一朝一夕で身につくものではなく、検討とトライを繰り返す中で徐々に磨かれていきます。
まずは自社の製品群を眺めながら、「この部品はAMのほうが有利ではないか」という視点で候補をリストアップするところから始めてみてください。そのうえで、テスト造形を通じてAMの特性と自社製品の相性を確認し、3DCADやCAMの運用体制を段階的に整えていく。その一つひとつの積み重ねが、将来的に設計自由度とコスト競争力を両立させる確かな基盤になるはずです。
関連記事
第1回記事: 「金属3Dプリンタが製造業にもたらす6つの変化と今後の展望」
第3回記事: 「金属3Dプリンタの素材を徹底解説|粉末材料の特性と選び方」