予防保全でチョコ停をなくす|工作機械の点検計画と稼働率向上の実践法
「マシニングがちょくちょく止まる。1回数分の停止だけど、1日で見るとけっこうな時間になっている」。機械加工の現場でよく聞く悩みです。
この「ちょっとした停止」、いわゆるチョコ停は、放っておくと工場の稼働率を静かに蝕みます。そして多くの場合、その原因は予防保全で潰せるものです。
工作機械のチョコ停を予防保全でどう減らすか、マシニングや旋盤の具体的な点検項目例、仕組み化の実践ステップ、そしてクーラント・潤滑油管理の勘所まで、機械加工業の現場目線で整理していきます。
設備管理全体の位置づけや保全方式の違いから知りたい方は、
製造業の設備管理ガイド|保全の種類・点検記録のデジタル化・コスト最適化の実務を併せてご覧ください。
この記事の目次[非表示]
- ・チョコ停が工作機械の稼働率を蝕む仕組み
- ・工作機械で発生するチョコ停の主な原因
- ・予防保全がチョコ停予防に効く理由
- ・工作機械の予防保全|日常・定期点検の項目例
- ・予防保全を仕組み化する3つのステップ
- ・クーラント・潤滑油管理は予防保全の要
- ・予防保全を支えるツール|ゲンバトの活用
- ・よくある質問
- ・Q1. チョコ停とドカ停、どこからドカ停と扱うべきですか?
- ・Q2. チョコ停の記録は、どれくらいの期間取ればパターンが見えてきますか?
- ・Q3. 予防保全と予知保全、中小製造業はどちらに投資すべきですか?
- ・Q4. メーカー推奨の点検周期をそのまま採用すべきですか?
- ・Q5. クーラントの寿命はどう判断すればよいですか?
- ・Q5. OEEを測定しているのですが、チョコ停を性能稼働率と可用性のどちらに計上すべき?
- ・まとめ|チョコ停ゼロは「小さな積み重ね」から
チョコ停が工作機械の稼働率を蝕む仕組み
チョコ停とは
チョコ停は、「設備の部分的な停止、または設備の作用対象の不具合による停止で、短時間に回復できる故障」です。
会社によって判断基準は違いますが、一般的には数十秒〜5分程度の停止で、現場作業者がその場で復旧できる規模のものを指します。数時間〜数日の長時間停止である「ドカ停」とは明確に区別されます。
チョコ停のさらに詳しい定義やOEEへの影響については、チョコ停とは?原因・改善方法・OEEへの影響を解説でも整理しています。
稼働率への影響|OEEで見える「見えないロス」
チョコ停の厄介なところは、1回1回の停止時間が短いために「損失として認識されにくい」点です。日報に「トラブルあり」と一行書かれて終わり、という現場も多いはずです。
しかしOEE(設備総合効率)で見ると、チョコ停は「性能稼働率」を大きく押し下げる要因として表れます。見かけの稼働率は高く見えても、実態の稼働率はチョコ停の分だけ下がっています。
ハインリッヒの法則の考え方を借りれば、1件の重大故障(ドカ停)の背後には、多数のチョコ停が潜んでいると言われます。チョコ停を放置し続けることは、いずれ大きな故障につながる兆候を見逃していることと同義です。
チョコ停1回あたりの損失を試算する
経営層に改善を提案するとき、数字で語れると説得力が変わります。チョコ停1回あたりの損失は、次の式で概算できます。
チョコ停1回の損失額 = 停止時間 × 時間あたりの理論生産個数 × 製品単価
例えば、5分のチョコ停で製造個数が10個減り、製品単価が1,000円だとすると、1回あたり10,000円の損失。
これが1日5回発生すれば日次50,000円、月20営業日で月100万円、年間1,200万円規模になります。
「たかがチョコ停」で済ませていた停止が、年間で1,000万円単位の損失を生んでいる可能性があります。
工作機械で発生するチョコ停の主な原因
マシニングセンタや旋盤、複合加工機で発生するチョコ停には、典型的なパターンがあります。
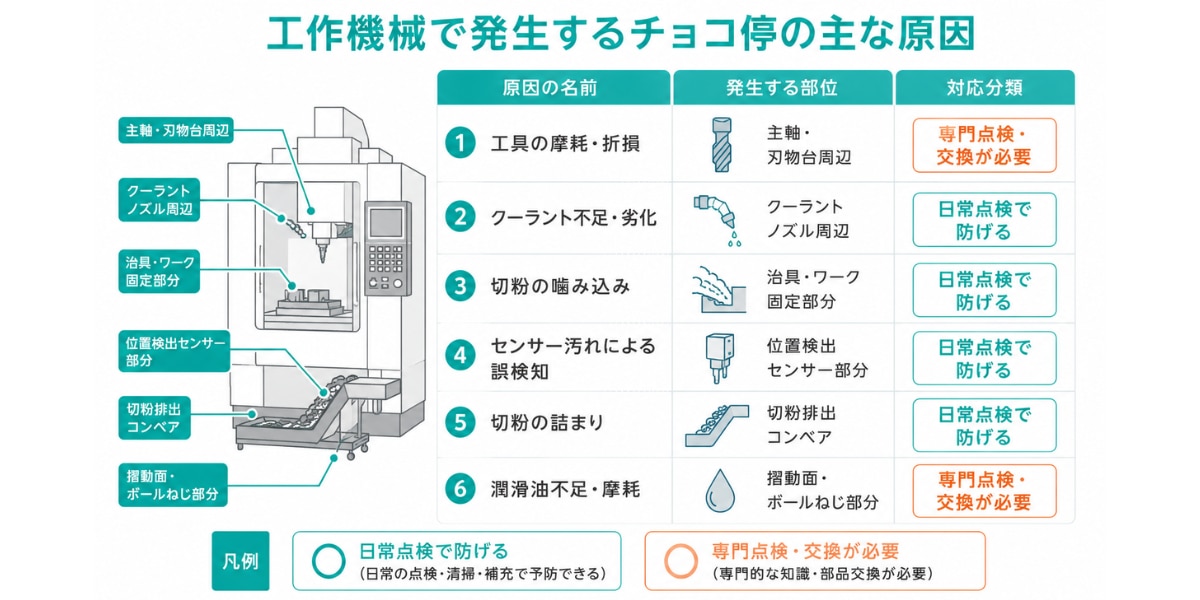
切粉の噛み込み・排出不良
機械加工で最も頻発するチョコ停の原因が、切粉トラブルです。切粉が治具やワーク固定部分に噛み込む、切粉排出コンベアで詰まる、自動計測装置のセンサー面に付着する。いずれも数分で復旧できますが、放置すれば1日に何度も発生します。
切粉の形状や排出量は、加工条件・工具選定・クーラントの流量によって変わります。根本的にはこれらの見直しが必要ですが、日常点検レベルでは「切粉の溜まり具合を毎日確認する」だけでも効果があります。
センサー・治具の微細なズレ
自動運転中に設備を止める典型的な要因が、位置検出センサーの誤検知、あるいは治具のわずかなズレです。
センサーが切粉やクーラントミストで汚れていると、ワークの有無を誤認識します。治具のクランプ部に切粉が挟まっていれば、ワークの位置決めがわずかにずれて、次工程でエラー停止につながります。いずれも「目に見えない小さな汚れ」が原因の場合が多く、清掃と点検の徹底で多くが防げます。
潤滑油・クーラントの不適切管理
見落とされがちなのが、潤滑油とクーラントの管理不足です。
潤滑油が不足すると、ボールねじや摺動面でスムーズな動作ができず、異音・振動・アラーム停止につながります。クーラントが不足・劣化すると、加工中の冷却不足で工具寿命が縮み、工具破損による突発停止が起きやすくなります。
どちらも「量を補充すれば済む」ように見えますが、汚染や劣化のチェックまで含めた管理が本来の予防保全です。後のセクションで詳しく扱います。
工具の摩耗・折損
工具の寿命を超えて使い続けると、加工精度が落ちるだけでなく、折損による突発停止を招きます。工具折損は復旧に時間がかかり、ワーク自体が不良になることも多いため、損失のインパクトが大きいトラブルです。
工具の使用時間・加工個数での管理、電流値の変化で摩耗を見る、加工後の工具目視確認など、複数の観点で管理するのが望ましい領域です。
予防保全がチョコ停予防に効く理由
事後保全ではチョコ停は減らない
「壊れてから直す」事後保全のスタンスでは、チョコ停は減りません。チョコ停は壊れていないけれど止まる、という現象だからです。
事後保全で対応できるのは、トラブルが発生してからの復旧速度を上げることまで。チョコ停そのものの発生を減らすには、事前の手当てが必要になります。
予防保全(TBM/CBM)が打てる3つの手
予防保全には、時間基準保全(TBM)と状態基準保全(CBM)があります。チョコ停予防に対しては、以下の3つの手が有効です。
- 定期的な清掃と点検の徹底 :
切粉溜まり、センサー汚れ、治具の異物噛み込みは、日常点検で発見・除去できます。
これだけでチョコ停の相当な割合が減ります。 - 消耗品の計画交換 :
潤滑油、クーラント、フィルタ、工具などを、使用時間や加工回数に応じて計画的に交換すれば、劣化・摩耗起因のチョコ停は大幅に減らせます。 - 異常の兆候を早期に捉える:
「いつもと違う音がする」「電流値がわずかに高い」といった兆候を現場が捉え、記録に残し、予兆として扱う。
これはCBM(状態基準保全)の考え方に近いものです。
予防保全と予知保全の使い分け
中小製造業で、いきなりセンサーを全設備に取り付けて予知保全を始めるのは、投資規模として現実的ではありません。
まずは予防保全(日常点検+計画交換)で打てる手を打ち、重要設備の一部で予知保全を試す、という段階的なアプローチがおすすめです。保全方式の全体像や中小製造業での選び方は、製造業の設備管理ガイド|保全の種類・点検記録のデジタル化・コスト最適化の実務で詳しく整理しています。
工作機械の予防保全|日常・定期点検の項目例
ここからは、マシニングセンタや旋盤を想定した、具体的な点検項目の例を挙げます。
自社の設備仕様に合わせて取捨選択してください。
毎日の点検項目(始業時・終業時)
始業時の確認項目として、潤滑油の油量、クーラントの液量・濃度・汚れ、エアー圧力、作動油の油量、切粉排出路の詰まり、
機械周りの整理整頓などが挙げられます。
終業時は、切粉の清掃、クーラント液面の確認、機械内部の清拭、工具の状態確認などが基本です。
特に切粉の日次清掃は、翌日のチョコ停予防に直結します。
週次・月次の点検項目
週次では、フィルタの状態、クーラントの劣化・汚染具合、センサー周辺の清掃、テレスコシールやワイパーの状態確認、主軸の異音・振動確認などを行います。
月次では、潤滑経路の詰まりチェック、摺動面の摩耗確認、コンベアや搬送機構の点検、電気盤内の清掃、加工精度の定期測定などが対象になります。
年次の定期点検・オーバーホール
年次レベルでは、主軸ベアリングの状態確認、ボールねじのバックラッシュ測定、電気系統の総合点検、制御盤の精密清掃などが挙げられます。こうした高度な点検は、自社だけで完結させず、機械メーカーのサービスエンジニアに依頼するのが確実です。
「10〜20項目に絞る」のがコツ
点検項目を網羅的に並べると、100項目を超えることも珍しくありません。ただ、項目が多すぎると現場は形骸化して◯だけ付けるようになります。
毎日の点検は、本当に異常が出やすい10〜20項目に絞り込むのがコツです。
優先度の判断は「過去にトラブルが起きた箇所」「メーカー推奨点検項目」「安全に直結する項目」の3軸で決めていくと
実用的なリストになります。
予防保全を仕組み化する3つのステップ
STEP1 チョコ停の発生記録から始める
予防保全の精度を上げるには、現状のチョコ停を正確に把握することが出発点です。どの設備で、どんな状況で、どれくらいの頻度でチョコ停が起きているか。
最初は簡単な記録でも構いません。「設備名/発生日時/現象/原因/復旧時間」の5項目をメモするだけでも、1ヶ月続ければ傾向が見えてきます。この段階で「あの機械に集中している」「朝一の時間帯に多い」といったパターンが浮かび上がります。
STEP2 重要設備の点検計画を作る
記録が溜まってきたら、トラブルの多い設備・重要度の高い設備から優先して点検計画を立てます。
点検項目を決め、実施頻度(毎日/週次/月次/年次)を割り振り、実施担当を明確にする。この「誰が・いつ・何を」を文書化して共有するだけで、属人的だった点検業務が仕組みに変わっていきます。
STEP3 記録をデータとして蓄積・分析する
点検を実施したら、必ず記録を残します。紙のチェックシートでも始められますが、1ヶ月以上続けて分析したいなら、デジタル化を検討するタイミングです。
デジタル化すれば、故障頻度や消耗品交換時期のパターンが見えてきます。点検記録のデジタル化については、設備点検記録をデジタル化するメリット|紙・Excelから脱却する実務ガイドで具体的な進め方を解説しています。
クーラント・潤滑油管理は予防保全の要
工作機械の予防保全で、特に効果が大きいのがクーラント・潤滑油の管理です。
実務上よく見られるのは、「量を足すだけ」の管理で終わっているパターン。
本来は、量に加えて、劣化度合い・汚染レベル・濃度のチェックまで含めて管理すべき領域です。
クーラントについては、液量・濃度管理の不備が工具寿命の低下、加工精度の悪化、チョコ停の多発を招きます。
切粉や油分の混入、細菌繁殖による腐敗も、放置すれば大きな問題につながります。
クーラント管理の具体的な実務ポイントは、クーラント管理は必須!生産性と品質向上の鍵とクーラント管理の難しさと解決への道:適切なタイミングで最適な管理をで詳しく扱っています。
また、クーラント管理を自動化する選択肢として、クーラント管理の自動化!「COOL-i」で設備保全を効率化にサポートもご参照ください。
潤滑油については、量の管理だけでなく、油の汚れ(切削油や異物の混入)、粘度の変化にも注意が必要です。潤滑油の汚染は、ボールねじや摺動面の摩耗を早め、結果として精度低下やチョコ停を引き起こします。
予防保全を支えるツール|ゲンバトの活用
予防保全を仕組みとして回し続けるには、点検計画の管理、点検記録の蓄積、修理履歴の保管が欠かせません。
これを紙やExcelだけで続けるのは、担当者の負担が大きくなりがちです。
山善が提供する製造業向けクラウドサービス「ゲンバト」の設備管理は、こうした予防保全の仕組み化をサポートします。
設備台帳の整備、点検記録のデジタル化、修理履歴の蓄積、チョコ停防止のための記録管理を、現場のタブレット・スマホから扱えます。
月額1,000円台から始められ、初期費用はありません。設備管理から始めて、必要に応じて図面管理や日報管理、不良記録と連携を広げていくスモールスタート・段階拡張型の設計です。
よくある質問
Q1. チョコ停とドカ停、どこからドカ停と扱うべきですか?
A. 明確な時間基準はJISにも規定されていませんが、実務上は「現場作業者がその場で復旧できるか」が分かれ目です。目安として、5〜10分で復旧できる停止はチョコ停、復旧に専門の保全担当者や部品交換が必要で1時間以上かかる停止はドカ停、と扱う企業が多いようです。社内で定義を揃えておけば、発生記録の集計・分析がしやすくなります。
Q2. チョコ停の記録は、どれくらいの期間取ればパターンが見えてきますか?
A. 最低でも1ヶ月、できれば3ヶ月の蓄積で傾向が見えてきます。1週間では偶発的な事象と常態的な問題の区別がつきにくく、1ヶ月あれば曜日・時間帯の偏りが見え、3ヶ月あれば季節要因や消耗品の寿命パターンまで読み取れるようになります。記録開始直後は「こんなに多かったのか」と現場が驚くことも多く、それ自体が改善のモチベーションになります。
Q3. 予防保全と予知保全、中小製造業はどちらに投資すべきですか?
A. 原則として予防保全を先に固めるべきです。予知保全はセンサー設置・データ蓄積・分析基盤・運用人材がそろって初めて機能するため、投資規模が大きくなります。まずは予防保全で打てる手(清掃・点検・計画交換)を徹底し、それでも減らないチョコ停・故障が残る重要設備に絞って、予知保全を部分的に導入するのが費用対効果の高い進め方です。
Q4. メーカー推奨の点検周期をそのまま採用すべきですか?
A. 出発点としては推奨周期に従うのが安全ですが、自社の稼働状況に応じて調整するのが実務です。メーカー推奨は標準的な使用条件を前提にしているため、24時間稼働や過酷な加工条件では周期を短くする必要があります。逆に稼働時間が短い設備では周期を延ばしても問題ないケースもあります。ただし保証やサポート契約に影響する場合もあるため、周期を変更する前にメーカーに確認することをおすすめします。
Q5. クーラントの寿命はどう判断すればよいですか?
A. 複数の指標を組み合わせて判断します。一般的な目安は、pH値(7〜9が適正範囲、逸脱で劣化疑い)、濃度(屈折計で計測、指定範囲からの逸脱)、色・臭い(濁り・異臭は腐敗サイン)、細菌数(試験紙での簡易判定)などです。単一指標ではなく総合判断が必要で、使用環境や切削内容によっても変わります。
Q5. OEEを測定しているのですが、チョコ停を性能稼働率と可用性のどちらに計上すべき?
A. 一般的には性能稼働率に計上します。OEEの定義上、可用性(Availability)は計画停止を除いた設備が稼働できた時間の比率を指し、長時間の故障停止はここに影響します。一方、性能稼働率(Performance)は設備が稼働している時間のうち、理論速度で動いている時間の比率を指し、チョコ停による短時間停止・速度低下はここに反映されます。ただし社内で独自の定義を設けている場合もあるため、自社のOEE計算ルールを確認してください。
まとめ|チョコ停ゼロは「小さな積み重ね」から
要点を振り返ります。
- チョコ停は「見えないロス」。1回の損失は小さくても、年間で数百万〜数千万円規模の機会損失になり得る
- 工作機械のチョコ停の典型原因は、切粉、センサー誤検知、潤滑油・クーラントの管理不足、工具摩耗
- 事後保全ではチョコ停は減らない。予防保全(清掃・点検・計画交換・異常兆候の早期発見)が直接効く
- 点検項目は10〜20項目に絞る。毎日/週次/月次/年次でメリハリをつける
- 仕組み化は「発生記録 → 点検計画 → データ蓄積・分析」の3ステップで進める
- クーラント・潤滑油管理は予防保全の要。量だけでなく、汚染・劣化まで管理する
チョコ停をゼロにする特効薬はありません。日々の小さな積み重ねが、1年・2年と続いた先に稼働率の大きな改善として現れます。
設備管理全体の設計や保全方式の選び方を含めた全体像は、
製造業の設備管理ガイド|保全の種類・点検記録のデジタル化・コスト最適化の実務もご参照ください。