切削条件の決め方|4要素の基本と現場での調整手順
機械加工の現場で、切削条件の設定に迷った経験はありませんか。カタログの推奨値を見ても、
「なぜこの数値なのか」
「自分の現場にそのまま使っていいのか」
が分からず結局は先輩の経験に頼ってしまう、という悩みを入社1~3年目の若手オペレーターからよく聞きます。
切削条件を考えるうえで中心になる数値は、切削速度・送り・切り込み量の3つです。
実際の機械設定では切削速度から回転数を逆算するため、本記事では 「切削速度・回転数・送り・切り込み量」の4要素に分けて整理します。
それぞれの意味と計算式を押さえれば、 「加工時間・加工精度・工具寿命」という現場課題の大部分はコントロールできるようになります。
本記事では、4要素の基礎からカタログ値を現場に合わせて調整する方法を、実務目線で整理しました。
この記事の目次[非表示]
切削条件とは|加工の良し悪しを決める4つの数値
切削条件とは、工具とワークの相対運動をコントロールするために設定する数値群のことです。具体的には、次の4つが中心になります。
- 切削速度(Vc):工具の刃先がワークを削る速さ
- 回転数(n):主軸が1分間に何回転するか
- 送り(F/fr/fz):工具をどれくらいの速さ・量で進めるか(送り速度/1回転あたり/1刃あたり)
- 切り込み量(ap/ae):1パスで削り込む深さ(軸方向)と幅(径方向)
この4つは独立に決められるわけではなく、互いに連動しています。
たとえば切削速度を上げれば、同じ工具径でも回転数は大きくなりますし、送りや切り込みを大きくすれば加工時間は短縮できる反面、工具への負荷は跳ね上がります。
「どれか1つが正解」というより、4要素を1枚の図として俯瞰できるかどうかが、現場で条件を決める力につながります。
切削加工そのものの種類や工作機械の違いから整理したい方は、こちらの記事を参考にしてください。
なぜ切削条件が重要なのか|時間・精度・寿命の三角バランス
切削条件を決める作業は、ただの数値合わせではなく、「加工時間」「加工精度」「工具寿命」の3点を同時に最適化する問題です。
この3つは三角のバランスの関係にあり、どれか1つを極端に追求すると他の要素に影響が出やすくなります。
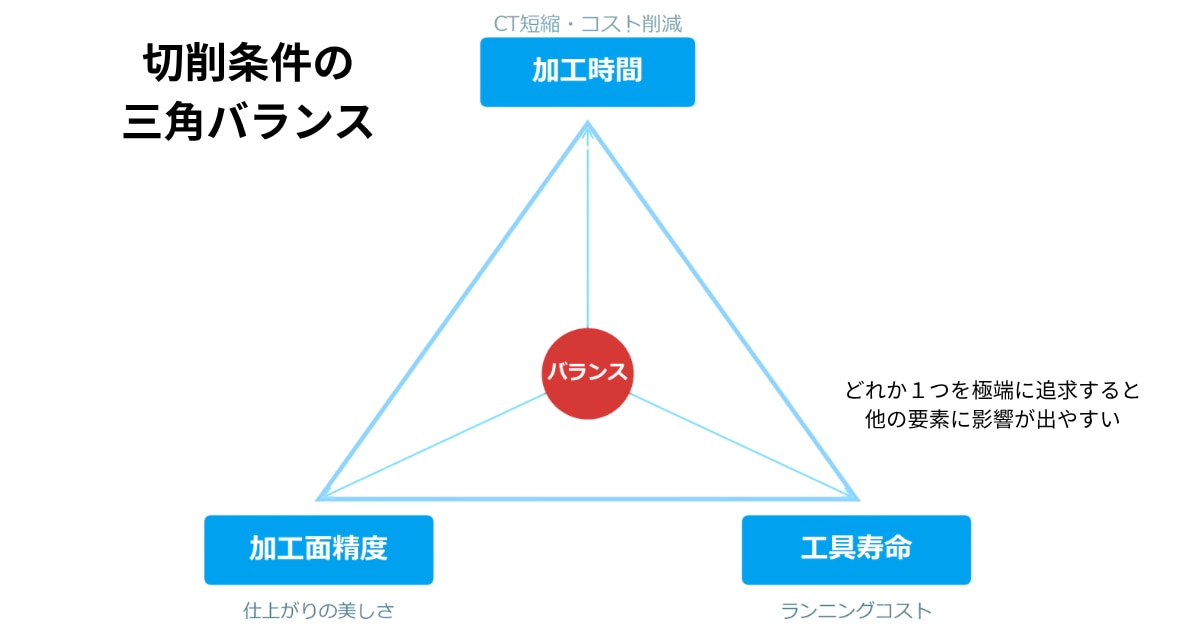
- 加工時間を短くしたい → 送りや切り込みを大きくする → 工具寿命や加工面精度が落ちる
- 加工面をきれいに仕上げたい → 送りを小さくする → 加工時間が延びる
- 工具寿命を伸ばしたい → 切削速度を下げる → サイクルタイム(CT)が伸びる
現場での正解は、この三角の中で「自社の優先順位」に合わせて落としどころを探すことです。
経営層からCT短縮やコスト削減を求められる生産管理・現場リーダーも、若手に条件の意味を説明するとき、この三角バランスの概念を共有しておくと判断軸がぶれません。
機械側の特性も含めて加工全体を把握したい場合は、以下も参考になります。
4つの要素を理解する|計算式と単位
4要素を1つずつ、計算式・単位・押さえどころの順でまとめます。切削条件の計算式早見表がありますので、現場でカタログと突き合わせる際にぜひ活用ください。
切削速度(Vc)|1分間に工具がワークを削る速さ
切削速度は、工具の刃先がワーク表面を通過する速さを表します。
単位は「 m/min(メートル毎分)」。フライス加工では工具側が回り、旋盤では主にワーク側が回りますが、いずれも「刃先の線速度」で考えます。
計算式は次の通りです(Dは工具径または加工径、単位mm)。
Vc = π × D × n ÷ 1000たとえば、工具径10mmのエンドミルを3,000min⁻¹で回転させる場合、切削速度は次のように計算できます。
Vc = π × 10 × 3000 ÷ 1000 ≒ 94.2m/minつまり、この条件では工具の刃先が1分間に約94m進む速さでワークを削っていることになります。
工具カタログで推奨切削速度が80~120m/minと示されている場合、この条件は推奨範囲内に収まっていると判断できます。
切削速度が大きいほど、同じ工具径では回転数を高く設定でき、条件次第では加工時間の短縮につながるのです。
ただし工具刃先の温度も急上昇します。温度は工具寿命を左右する主要因のひとつなので、「早く削る=速度を上げる」という単純発想は工具コストの増大に直結します。
カタログ値は工具メーカーが寿命との兼ね合いで最適化した数値なので、まずはその範囲から外れないことが安全策です。
回転数(n)|主軸が1分間に何回転するか
回転数は主軸の1分間あたりの回転数で、単位は「 min⁻¹(rpm)」。
現場では切削速度から逆算して設定することがほとんどです。
n = Vc × 1000 ÷ (π × D)たとえば、工具径10mmのエンドミルで、推奨切削速度100m/minを目安にする場合、回転数は次のように計算します。
n = 100 × 1000 ÷ (π × 10) ≒ 3183min⁻¹実際の機械設定では、約3,200min⁻¹を目安にします。カタログに切削速度だけが示されている場合でも、このように工具径から主軸回転数を逆算できます。
工具径Dが小さいほど、同じ切削速度を得るには高い回転数が必要です。
小径エンドミルで切削速度を守ろうとすると数万rpm必要になることもあり、機械の最高回転数に制約されて「Vcを落とすしかない」局面も出てきます。
主軸の能力と刃物径のバランスを見て、現実的な回転数を決めることが実務上の第一歩です。
送り(F/fr/fz)|工具とワークの相対移動量
送りは「工具とワークが単位時間あたりにどれだけ相対移動するか」を表します。現場でよく使うのは次の3種類です。
- 送り速度(F):mm/min (NCプログラムに直接入れる数値)
- 送り量(fr):mm/rev (旋削で1回転あたりの移動量)
- 一刃送り(fz):mm/tooth (フライスで1刃あたりの送り量)
フライス加工では刃数zを使って、次のように計算します。
F = fz × z × nたとえば、4枚刃エンドミルで、一刃送りfzを0.05mm/tooth、回転数を3,200min⁻¹に設定する場合、送り速度は次のように計算します。
F = 0.05 × 4 × 3200 = 640mm/minこの場合、NCプログラムには送り速度の目安として640mm/minを設定します。
送り速度は加工時間だけでなく、切粉の厚みや加工面にも影響するため、試し削りではこの値を基準に少しずつ調整します。
fzが大きいほど1刃あたりの負荷が大きくなり、切粉は厚く・太くなります。逆に送りを小さくしすぎると刃がワーク表面を擦るだけの状態になり、かえって工具寿命を縮めることがあるので注意が必要です。
刃数と送りの関係は工具形状によって大きく変わります。
代表的な多刃工具であるエンドミルの使い分けは、以下の記事で詳しく解説しています。
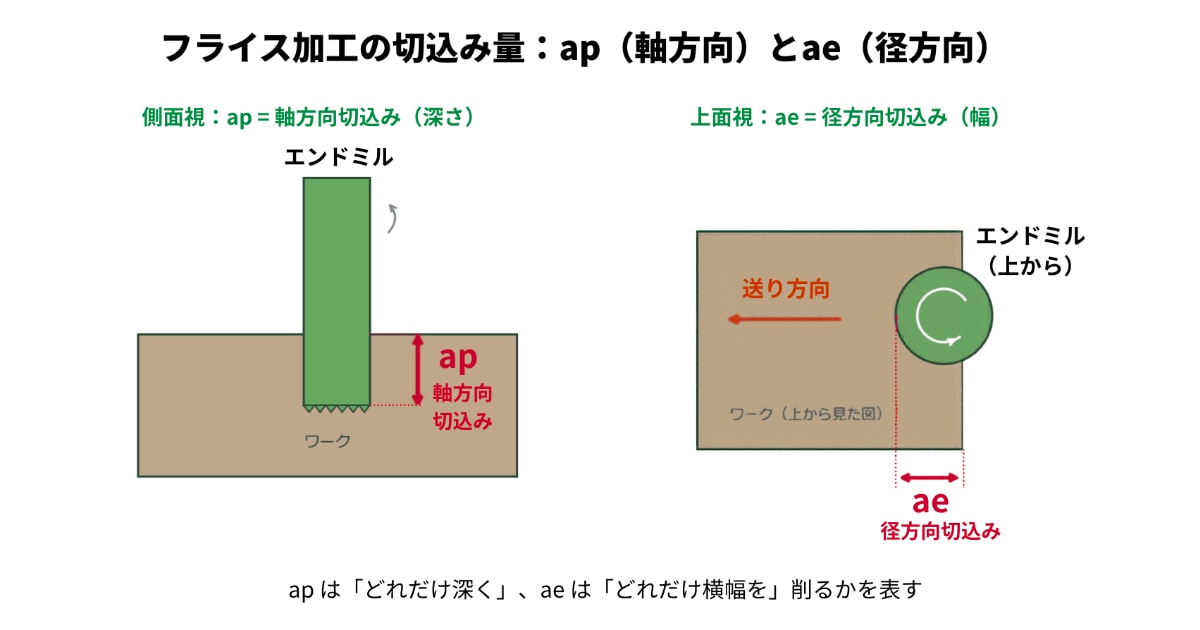
切り込み量(ap/ae)|1度に削る深さ・幅
切り込み量は、1パスで削り取る深さや幅を指します。
フライス加工では、軸方向の切込みを「ap」、径方向の切込みを「ae」と分けて考えます。単位はいずれも「mm」。
他の3要素のような一律の計算式はありませんが、工具カタログや切削条件表には、
「ap・ae」
の推奨レンジが示されていることが多く、まずはその値を出発点にするのが実務の定石です。工具・機械・ワークの剛性を見極めて「最適値を判断する」パラメータだと理解してください。
ここが切削条件のなかで最もつまずきやすいポイントです。
切削速度や送りは計算で導けるのに、切り込みだけは「試し削りで決める」。
この感覚のギャップが、若手が戸惑う典型パターンです。
逆に言えば、切り込み量を最初に仮決めしておけば、残りの速度・送りを整理しやすくなります。この順番の入れ替えが、次章の「5ステップ」の中核アイデアです。
要素 | 記号 | 単位 | 計算式 | 押さえどころ |
|---|---|---|---|---|
切削速度 | Vc | m/min | Vc = π × D × n ÷ 1000 | 工具寿命を左右する主因のひとつ |
回転数 | n | min⁻¹(rpm) | n = Vc × 1000 ÷ (π × D) | 切削速度から逆算する設定値 |
送り | F/fr/fz | mm/min、mm/rev | フライス:F = fz × z × n | 加工面と切粉形状に直結 |
切り込み量 | ap/ae | mm | (カタログ推奨値が起点) | 工具・機械の剛性で上限が決まる |
カタログ値から始めて現場で調整する5ステップ
メーカー推奨のカタログ値を出発点に、自社の現場条件に合わせて調整する手順を5ステップで示します。
この流れを理解すれば、新しい工具や材質に出会っても、同じパターンで条件を詰められるようになります。
ステップ1:メーカー推奨値の低め~中間値を起点にする
カタログには「切削速度80~120m/min」のように、推奨条件が幅を持って示されていることがあります。
この幅には、機械剛性・ワーク固定・工具の突き出し・クーラント条件などが良い場合の値も含まれています。
そのため、いきなり上限値を狙うのは避けた方が安全です。
自社の機械や段取りがカタログ想定と完全に同じとは限らず、工具折損・びびり・加工面不良につながることがあるためです。
最初は、推奨範囲の低め~中間値を起点にします。
たとえば「80~120m/min」と示されている場合は、まず80~100m/min程度を目安にし、機械剛性・ワーク固定・工具の突き出しに不安がある場合は、さらに低めから確認します。
試し削りで音・振動・切粉・加工面に大きな問題がなければ、送りや切削速度を少しずつ上げていきます。
最初から最大値を狙うのではなく、安全側から条件を詰めることで、工具寿命や加工面を確認しながら現場に合った条件を見つけやすくなります。
カタログ値は「そのまま使う」のが正解ではなく、現場で条件を決めるための出発点として考えるのが重要です。
ステップ2:切り込み量を先に仮決めする
推奨条件の起点を決めたら、次に確認したいのが切り込み量です。
とくにフライス加工やエンドミル加工では、切り込み量を先に仮決めしておくと、速度や送りを整理しやすくなります。
切り込み量は、工具径・工具の突き出し・機械剛性・ワーク固定の影響を受けやすく、あとから大きく変えにくい条件です。
たとえばエンドミル加工では、工具カタログに工具径Dに対して「軸方向ap=0.5D、径方向ae=D」などの目安が示されることがあります。
まず加工対象の荒取り量・仕上げ代・必要な面粗さを確認し、1パスでどこまで削るかを仮決めしてから、切削速度・回転数・送りを計算していくと、試し削りの手戻りを減らしやすくなります。
ただし、ドリル加工・タップ加工・旋削加工では、工具の種類や加工目的によって条件設定の考え方が変わります。
すべての加工で「切り込み量を先に決める」のが正解というより、切り込み量・工具剛性・ワーク固定を先に確認し、無理のない加工条件に落とし込む考え方として理解してください。
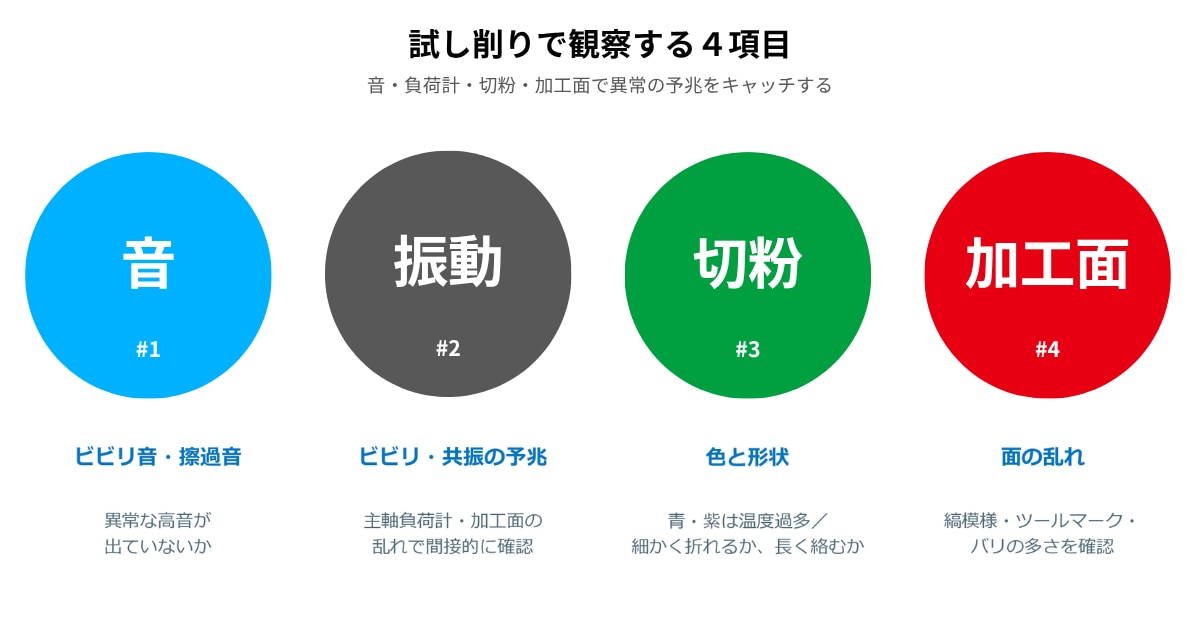
ステップ3:小さな値から試し削り
切り込みと切削条件を仮決めしたら、まずは短い距離で試し削りをします。いきなり本番ワークではなく、端材や捨て代を使っても構いません。
このとき必ず観察するのは、次の4項目です。
- 音:ビビリ音・擦過音・異常な高音が出ていないか
- 振動:異常振動の兆候を、音・主軸負荷計・加工面の乱れなど間接指標で確認(運転中は回転部・可動部に不用意に触れない)
- 切粉:色(青・紫なら温度過多)と形状(細かく折れているか、長く絡むか)
- 加工面:縞模様、ツールマークの乱れ、バリの多さ
問題がなければ送りや速度を少しずつ上げて、許容範囲を探します。
ステップ4:変えていい・変えにくいパラメータを区別
条件を詰めるときに大切なのは「どれが何に効くか」を整理することです。大まかには、次のように理解しておくと判断が速くなります。
- 切削速度(Vc):工具寿命に強く影響、加工面への影響は中程度
- 送り(一刃送りfz):加工面と切粉の形状に強く影響、工具負荷にも直結
- 切り込み量(ap/ae):サイクルタイムと工具剛性への影響が大きい
寿命を伸ばしたい→速度を下げる、面を整えたい→送りを下げる、時間を縮めたい→切り込みか送りを上げる。目的別に「触るべきパラメータ」が決まっていると、条件調整がブレません。
影響度の凡例:◎=大/〇=中/△=小
パラメータ | 工具寿命 | 加工面精度 | サイクルタイム | 工具負荷 |
|---|---|---|---|---|
切削速度(Vc) | ◎ | 〇 | 〇 | △ |
送り(一刃送り fz) | 〇 | ◎ | 〇 | ◎ |
切り込み量(ap/ae) | △ | △ | ◎ | ◎ |
ステップ5:結果を記録して次回に活かす
最後のステップは記録です。
試し削りと本番で使った条件・結果(寿命・面粗さ・CT)を加工日誌やExcelに残し、次の案件で再利用できる形にしておきます。
同じ材質・同じ工具の案件が来たとき、ゼロから条件を組み直すのではなく、過去の記録に調整を加える方が圧倒的に速くなります。
近年は加工データをIoT経由で自動収集し、条件探索を機械学習で支援する仕組みも実用化されつつあります。現場のDX化は、こうした「まず記録する」ところから始まります。
材質別に押さえる注意ポイント
切削条件は、工具だけでなく被削材の性質によっても大きく変わります。ここでは代表的な4つの材質について、条件を決めるときの注意点を整理します。
材質 | 起きやすい問題 | 条件調整の考え方 | 注意点 |
|---|---|---|---|
アルミ合金 | 構成刃先、切粉詰まり | 切削速度は比較的高めに設定しやすい。速度を下げすぎず、切粉排出を重視する | 刃先への溶着を防ぐため、クーラントやエアブローを活用する |
炭素鋼(S45C等) | 工具摩耗、加工面の悪化 | 標準材として条件を出しやすいが、送りを上げすぎると工具負荷が増えやすい | 切削速度・送り・切り込みのバランスを見ながら調整する |
ステンレス(SUS304等) | 加工硬化、工具摩耗、びびり | 撫で切りを避け、適切な切り込みと送りでしっかり切削する | 浅すぎる切り込みや低すぎる送りは、加工硬化を招くことがある |
樹脂 | 溶け、バリ、仕上げ面の荒れ | 発熱を抑え、切れ味の良い工具で低負荷に加工する | 切削速度を上げすぎると熱で溶けやすいため、温度上昇に注意する |
材質別の条件は、工具メーカーの推奨値や現場の加工実績を起点に調整することが大切です。
特にステンレスやアルミのように、構成刃先・加工硬化・切粉排出が問題になりやすい材質では、切削速度だけでなく、送り・切り込み・クーラント条件もあわせて確認します。
詳細な工具側の選び方は、以下の記事にまとめています。
失敗の3大予兆と対策|びびり・構成刃先・工具寿命短縮
現場でよく起きる3つの失敗パターンを、予兆の見抜き方とセットで押さえておきます。早めに気付ければ、加工を止めずに条件修正で対処できます。
びびり|音・振動・縞模様
びびりは、工具・ワーク・機械のいずれかに振動が発生し、加工面に等間隔の縞模様が出る現象です。高周波の耳障りな音、主軸負荷計の変動、加工面の縞模様などが代表的な兆候です。
主な対策は3方向から検討します。
- 剛性:工具の突き出し長さを短くする、ワーク固定を増やす
- 切り込み:少し深くすると安定することがある(浅すぎると逆にびびる)
- 送りと速度:まず切削速度を数%落とす。送りは下げるのが基本だが、一刃あたりの負荷を安定させるために逆に上げると収まるケースもある。びびりは共振現象なので、条件を「下げる」だけでなく「変える」発想で調整する
構成刃先|仕上げ面の荒れ・刃先のギラつき
構成刃先は、切粉の一部が刃先に溶着して「仮の刃」になる現象です。仕上げ面がざらつき、刃先を見るとキラキラ光って見えることもあります。
アルミ・軟鋼・ステンレスで起きやすく、切削速度が低すぎることに加えて、送り量が少なすぎて刃先がワーク表面を擦っていることも主な原因になります(前述の「送りを小さくしすぎると擦過状態になる」問題と表裏一体です)。
対策は主に3つです。
- 切削速度を上げて、溶着しにくい温度域に乗せる
- クーラント・切削油で潤滑と温度管理を行う
- 工具材質・コーティングを被削材に合わせて見直す
たとえば、アルミなら DLC・TiB2・ZrN や鏡面仕上げのノンコート工具、鋼・ステンレスなら PVD系コーティング、 などというように、被削材に合わせて工具・コーティングを見直します。
工具寿命の異常な短さ|想定の半分以下で交換になる
工具が想定の半分も持たずに摩耗する場合は、まず切削速度の設定を疑います。
切削速度は工具寿命に大きく影響し、速度を少し上げただけでも、刃先温度の上昇や摩耗の進行によって工具寿命が大きく短くなることがあります。
この関係は、古くから「Taylorの工具寿命方程式」として知られており、切削速度と工具寿命には強い関係があることを示しています。
ただし、実際の寿命低下率は、工具材種・被削材・クーラント条件・送り・切り込み量によって変わるため、自社の実測値で確認するのが確実です。
寿命を伸ばしたいときに触るべきは、まず切削速度です。
送りや切り込みを同時に変えると因果が分からなくなるので、一度に動かすパラメータは1つに絞ってください。
寿命記録を残しておけば、「前回より20%下げて寿命が2倍近くになった」といった相関が見えてきます。
切削条件についてよくある質問
切削条件は何から決めればよいですか?
まずは、工具メーカーの推奨条件を確認し、被削材・工具径・加工方法に合う範囲を把握します。そのうえで、フライス加工やエンドミル加工では、切り込み量を仮決めし、切削速度から回転数を計算し、最後に送りを設定する流れにすると整理しやすくなります。
ただし、実際の条件は機械剛性・ワーク固定・工具の突き出し・クーラント条件によって変わります。計算式だけで決め切るのではなく、試し削りで音・振動・切粉・加工面を確認しながら調整することが重要です。
カタログ値をそのまま使ってもよいですか?
カタログ値は、切削条件を決めるための重要な出発点ですが、そのまま使えば必ず最適になるとは限りません。
カタログの推奨値は、工具・被削材・加工方法を前提にした目安であり、実際の現場では機械の剛性、ワークの固定方法、工具の突き出し、クーラントの有無などによって調整が必要になります。
特に、工具折損やびびりを避けたい場合は、推奨範囲の低め~中間値から試し、問題がなければ少しずつ条件を上げていく考え方が安全です。カタログ値は「正解」ではなく、自社の現場に合う条件を探すための基準として活用しましょう。
切削条件を見直しても改善しない場合はどうすればよいですか?
切削速度・送り・切り込み量を調整しても、びびり・工具寿命の短さ・加工面不良が改善しない場合は、切削条件以外の要因も確認する必要があります。
たとえば、機械剛性、主軸性能、治具やワーク固定、工具の選定、クーラント、加工工程そのものが原因になっていることがあります。
このような場合は、工具単体の条件だけで判断するのではなく、機械・工具・治具・周辺設備を含めて加工全体を見直すことが大切です。
私たち山善では、工作機械や工具、周辺機器を含めた幅広い選択肢から、 現場の課題に合わせた改善策を相談できます。
まとめ|切削条件は「正解」ではなく「自分の現場の最適」を見つける作業
切削条件に一律の正解はありません。同じ工具・同じ材質でも、機械剛性・ワーク固定・工具の突き出し・クーラント・求める加工精度が違えば、最適な条件は変わります。
大切なのは、切削速度・回転数・送り・切り込み量の4要素を理解したうえで、カタログ値を出発点にしながら、自社の現場に合わせて調整していくことです。
計算式で目安を出し、試し削りで音・振動・切粉・加工面を確認し、結果を記録することで、次回以降の条件設定にも活かせるようになります。
要点を3つに整理します。
- 切削条件は、切削速度・回転数・送り・切り込み量の4要素で整理できる
- カタログ値は「そのまま使う正解」ではなく、現場条件に合わせて調整するための出発点である
- びびり・工具寿命・加工面不良が改善しない場合は、工具だけでなく、機械剛性・治具・クーラント・加工工程まで含めて見直す必要がある
切削条件を見直しても、びびり・工具寿命・加工面不良・サイクルタイム短縮が思うように改善しない場合は、工具だけでなく、機械・治具・クーラント・加工工程全体を確認することが大切です。
山善では、工作機械・工具・周辺機器を含めた幅広い選択肢から、現場の課題に合わせた改善策をご提案できます。切削条件の最適化や機械選定でお困りの際は、お気軽にご相談ください。